Băng tải con lăn đơn cho dây chuyền sản xuất găng tay

Xích tải cũng giống như xích truyền động. Xích tải chính xác cũng bao gồm một loạt các ổ bi, được cố định bởi tấm xích bằng lực cản, và mối quan hệ vị trí giữa chúng rất chính xác.
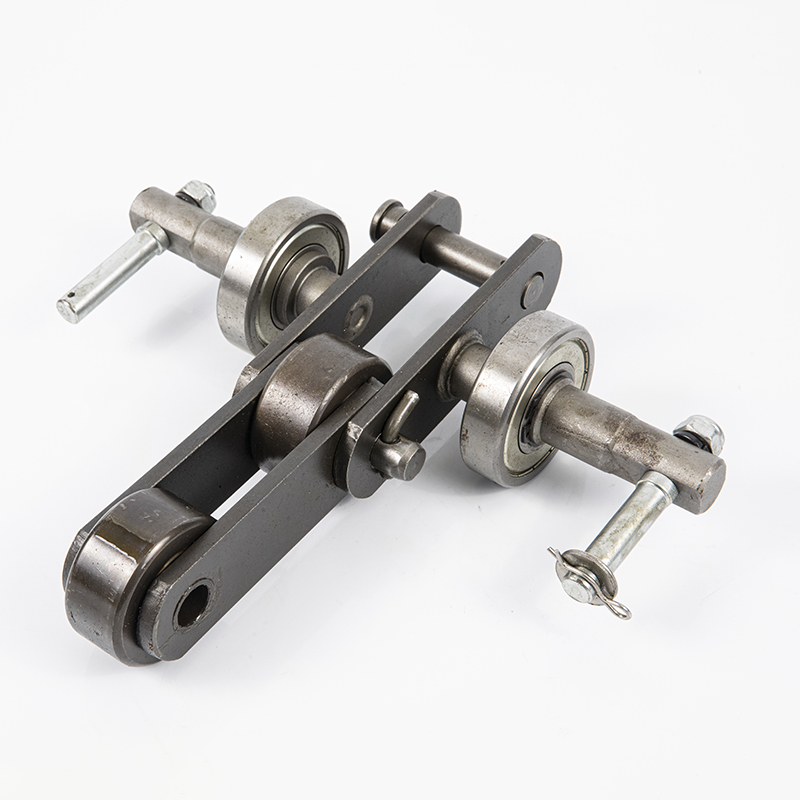
Mỗi ổ trục bao gồm một chốt và một ống lót, trên đó các con lăn của xích quay. Cả chốt và ống lót đều được xử lý tôi cứng bề mặt, cho phép các khớp nối bản lề chịu được áp suất cao hơn và có thể chịu được áp lực tải trọng truyền từ các con lăn cũng như lực tác động trong quá trình ăn khớp. Xích băng tải với các cường độ khác nhau có một loạt các bước xích khác nhau: bước xích phụ thuộc vào yêu cầu về độ bền của răng đĩa và yêu cầu về độ cứng của tấm xích và toàn bộ xích. Nếu cần, nó có thể được gia cường. Ống lót có thể vượt quá bước xích định mức, nhưng phải có khe hở giữa các răng đĩa để tháo ống lót.
Xử lý sự cố:
Lệch hướng băng tải là một trong những lỗi thường gặp khi băng tải đang hoạt động. Có nhiều nguyên nhân gây ra hiện tượng lệch hướng, nguyên nhân chính là do độ chính xác lắp đặt thấp và bảo trì hàng ngày kém. Trong quá trình lắp đặt, các con lăn đầu và cuối băng tải cũng như các con lăn trung gian cần phải nằm trên cùng một đường tâm và song song với nhau để đảm bảo băng tải không bị lệch hoặc chỉ bị lệch nhẹ.
Ngoài ra, các mối nối dây đeo phải chính xác và chu vi ở cả hai phía phải bằng nhau.
Trong quá trình sử dụng, nếu có sự sai lệch, cần thực hiện các kiểm tra sau để xác định nguyên nhân và điều chỉnh. Các bộ phận thường được kiểm tra và phương pháp xử lý sự sai lệch của băng tải bao gồm:
(1) Kiểm tra độ lệch giữa đường tâm ngang của con lăn và đường tâm dọc của băng tải. Nếu giá trị không trùng khớp vượt quá 3mm, cần sử dụng các lỗ lắp dài ở cả hai bên của bộ con lăn để điều chỉnh. Phương pháp cụ thể là xác định phía nào của băng tải bị lệch, phía nào của nhóm con lăn di chuyển về phía trước theo hướng của băng tải, hoặc phía còn lại di chuyển về phía sau.
(2) Kiểm tra giá trị độ lệch của hai mặt phẳng ổ đỡ của khung đầu và khung đuôi. Nếu độ lệch của hai mặt phẳng lớn hơn 1mm, cần điều chỉnh hai mặt phẳng về cùng một mặt phẳng. Phương pháp điều chỉnh con lăn đầu như sau: nếu băng tải lệch sang bên phải con lăn, thì ổ đỡ bên phải con lăn phải di chuyển về phía trước hoặc ổ đỡ bên trái phải di chuyển về phía sau; ổ đỡ bên trái tang trống phải di chuyển về phía trước hoặc ổ đỡ bên phải phải di chuyển về phía sau. Phương pháp điều chỉnh con lăn đuôi hoàn toàn ngược lại với con lăn đầu.
(3) Kiểm tra vị trí của vật liệu trên băng tải. Nếu vật liệu không được đặt ở giữa mặt cắt ngang của băng tải, nó sẽ khiến băng tải bị lệch. Nếu vật liệu lệch sang phải, băng tải sẽ lệch sang trái, và ngược lại. Vật liệu nên được đặt ở giữa càng nhiều càng tốt trong quá trình sử dụng. Để giảm hoặc tránh sự lệch của loại băng tải này, có thể thêm một tấm chắn để thay đổi hướng và vị trí của vật liệu.